Lid Yarn Industry
Enthusiasm in every detail
Production
Product development is the process that helps new products see the light of day. Here are several phases: It goes on idea creation, product design, detail construction, etc., and on the other hand market research and market analysis to see if there is a market for the product.
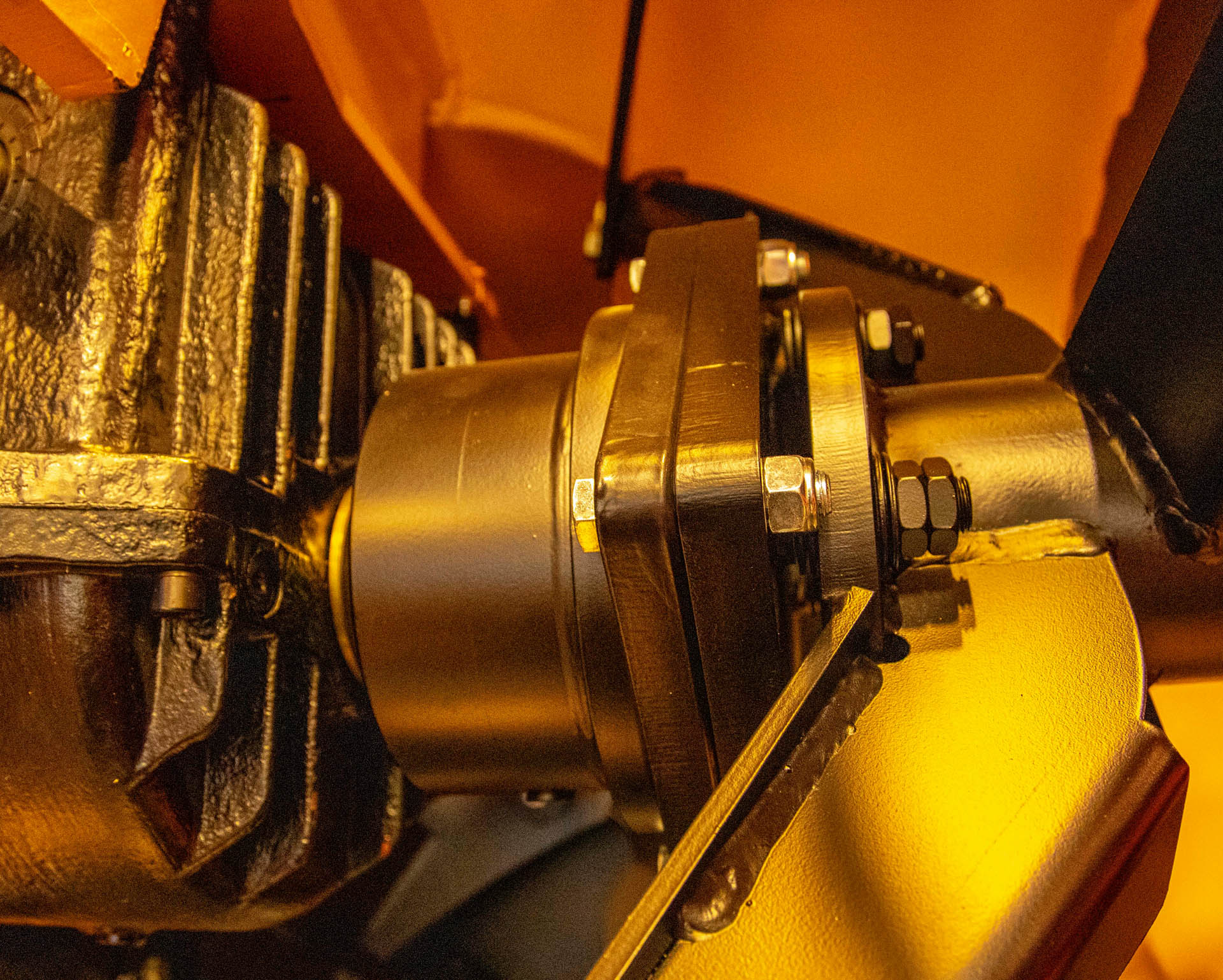
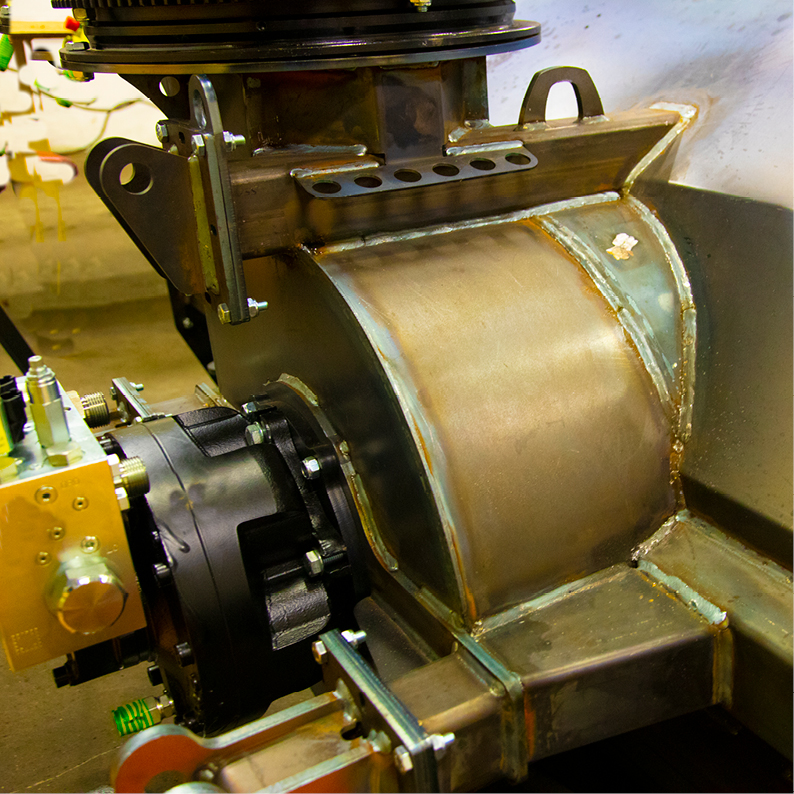
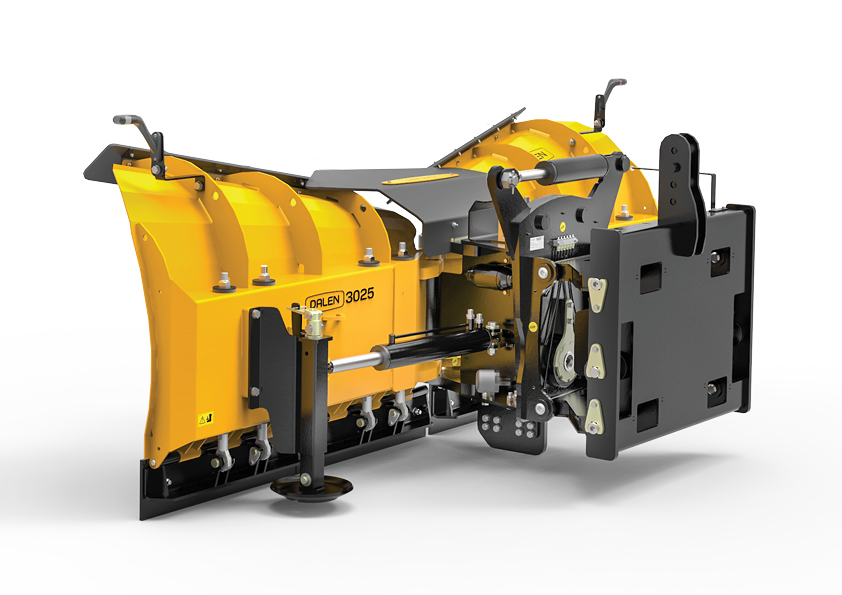
Product development tries, among other things, to find the simplest and smartest solutions. For example, this oil-based automatic coupling makes the product more reliable. In addition, it facilitates the tasks, and makes the snow clearing job more comfortable for some of our two-stage customers.
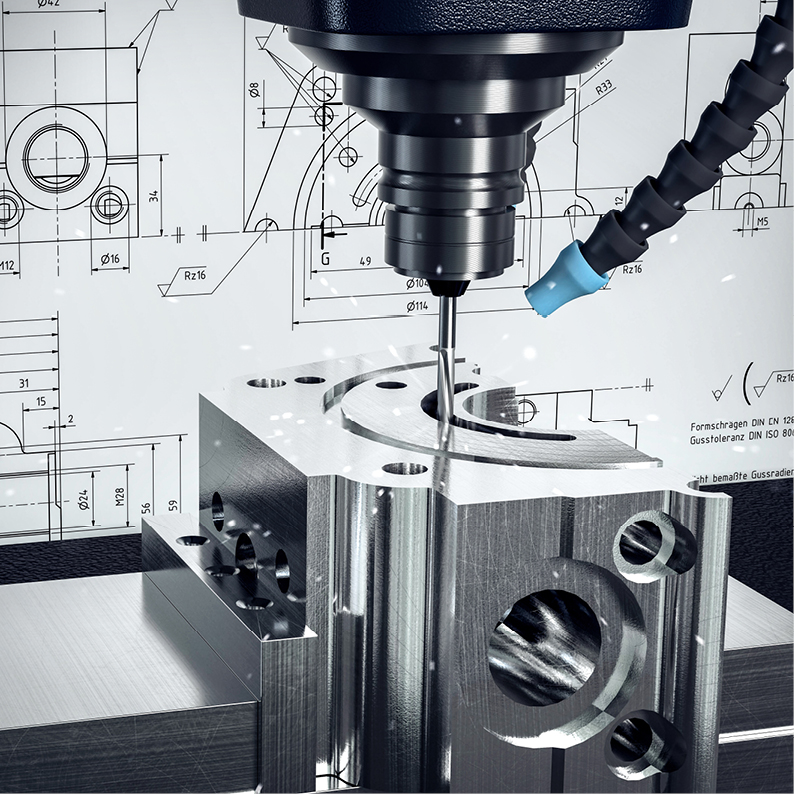
When developing prototypes, it is good to have your own machine department with many CNC-controlled machines. These machines can work all the way down to μm millimeters, providing a unique opportunity as well as proximity to the process.

The product is often launched at exhibitions, and here the constructors get the opportunity to meet many skilled customers.

Testing the product is very important to find the most optimal and secure solutions.

Improvement and evaluation are important aspects of product development. The product never gets better than the weakest joint.
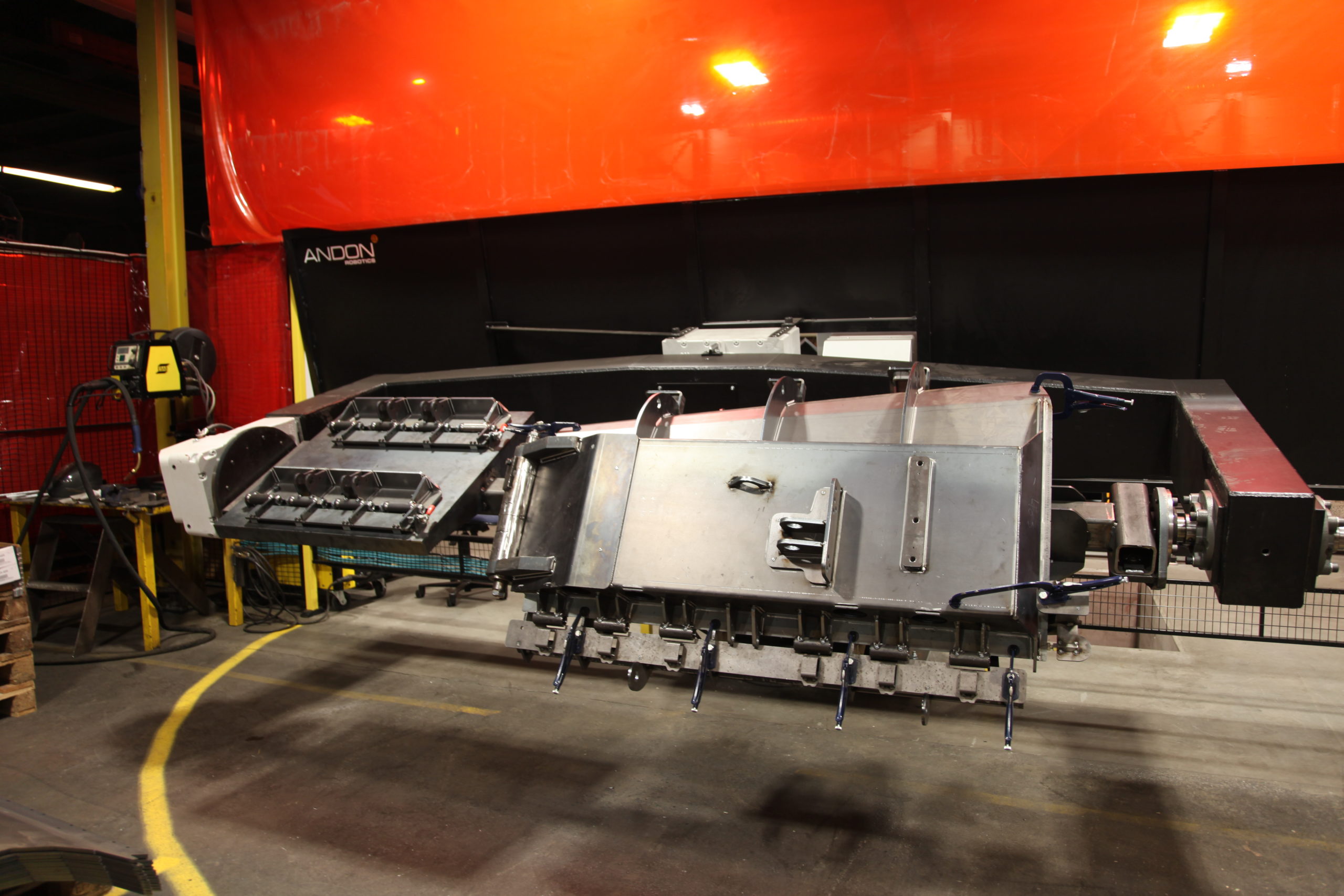
In the trial department, the prototypes are assembled and ready for testing. Here there is a Snow blower ready for testing.
Product
product development; production and development of all tools takes place in Norheimsund, Hardanger
(Tap the arrows to scroll through the images.)
Today's product range and expertise are a result of our diverse history, where proximity to the market and close contact with users has been the basis for further development. Lid Jarnindustri is a market-oriented company where the user's tasks are put into focus, and their feedback is essential for even better products with greater functionality and ease of use. The customer contact is the main source for both the development and further development of the products at DALEN. Feedback provides the basis for the idea, concept and detailing phase, before the final realization and implementation of the project.
Product development requires expertise, experience and a lot of testing. The constructors draw, the machine department creates parts, and the protype is built on our experimental department. Then test and try our constructors product. When the testing is done internally, it goes on to testing by skilled customers. The process takes time and several prototypes must be built before both the customers and the devotees are satisfied. If we are to get a product that excites customers in the market, it requires thoroughness in all phases.
Before the product is put into production, jigs must be built in the production. Once developed, a 0 series is set in time, which tests the production line and jigs before the products go out again to the first customers. If new challenges emerge and changes are required, it can involve many of the processes. At the same time, there will always be some overlap of the various phases to shorten the development time.

The constructor is strongly involved in the assembly and construction of prototypes. These are thoroughly tested internally, but also by test customers in the field.
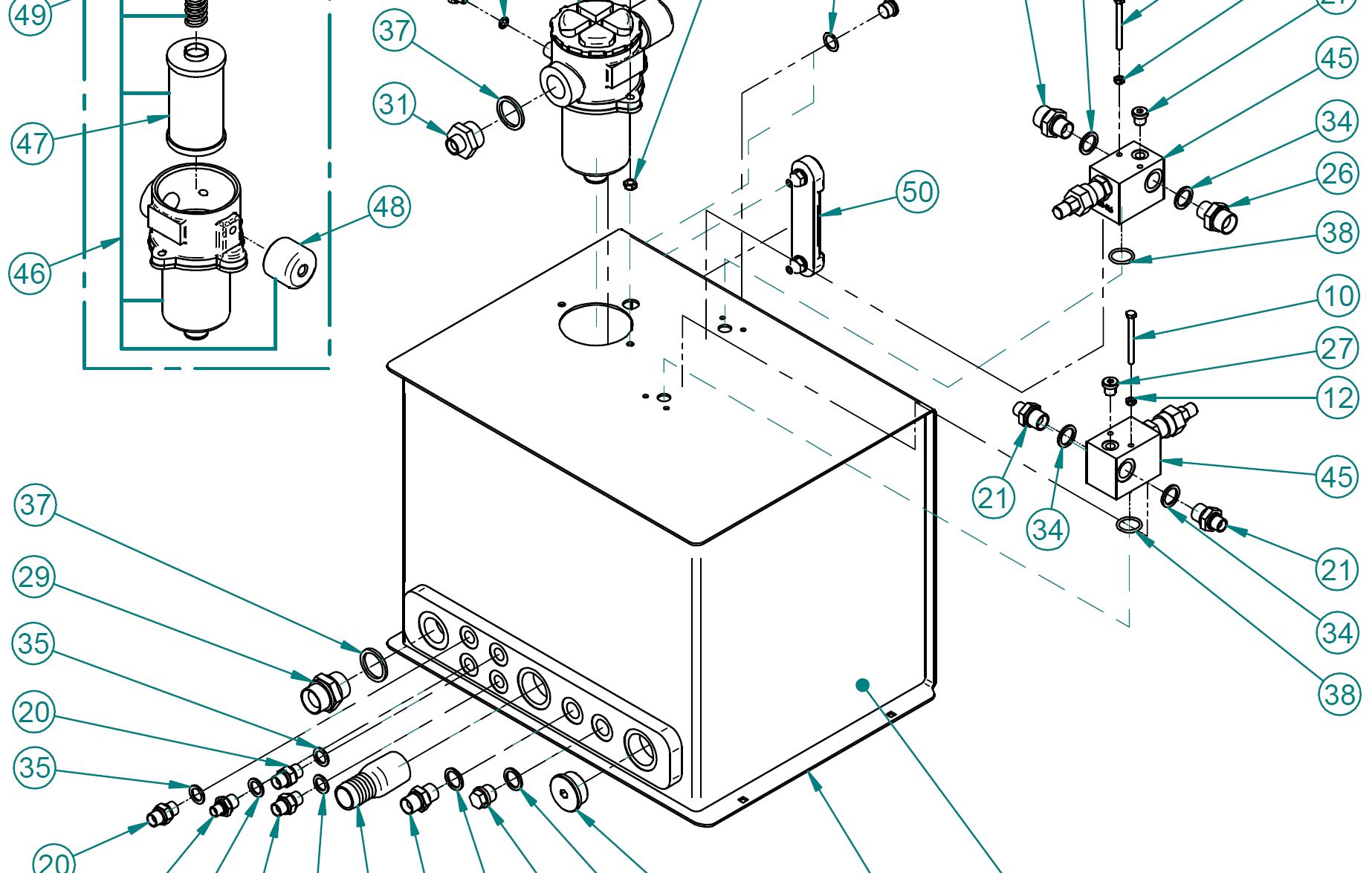
Documentation: When the product is fully developed, the construction office creates a thorough documentation with split drawings where all parts are displayed and documented.
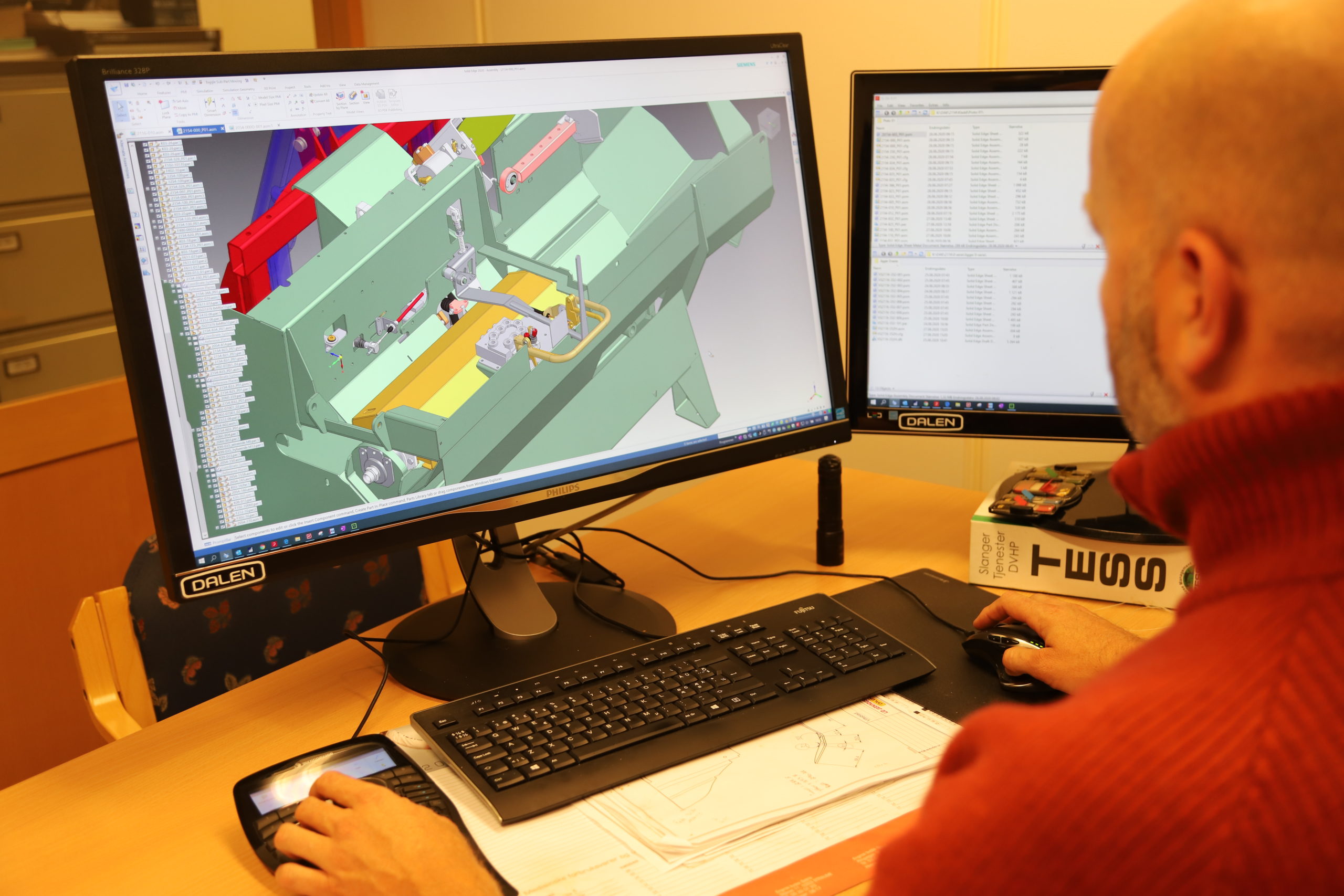
The constructors use 3D modelling in the design of new products, and for further development of existing products. This gives a unique control when assembling the different parts, and simplifies the work.
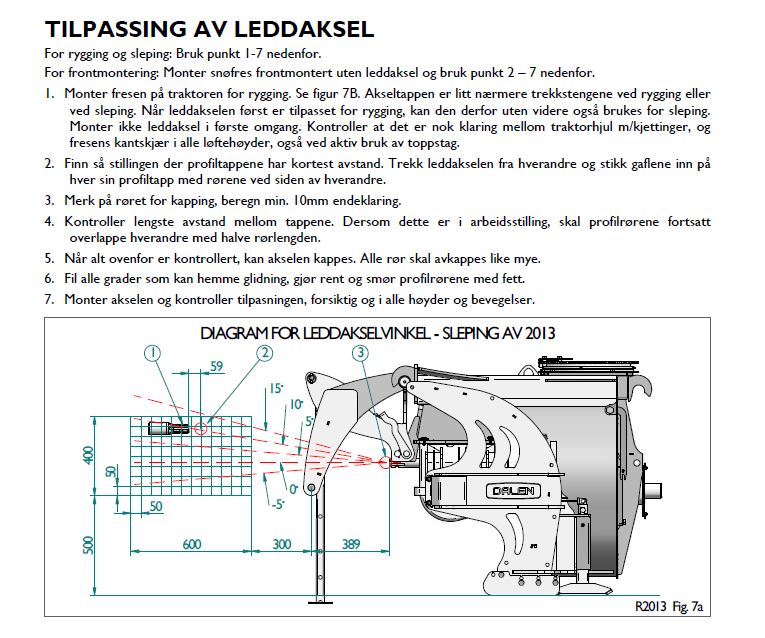
In-depth parts maps are prepared for the products to give the customer the best possible insight into the functionality, use and maintenance of the product.
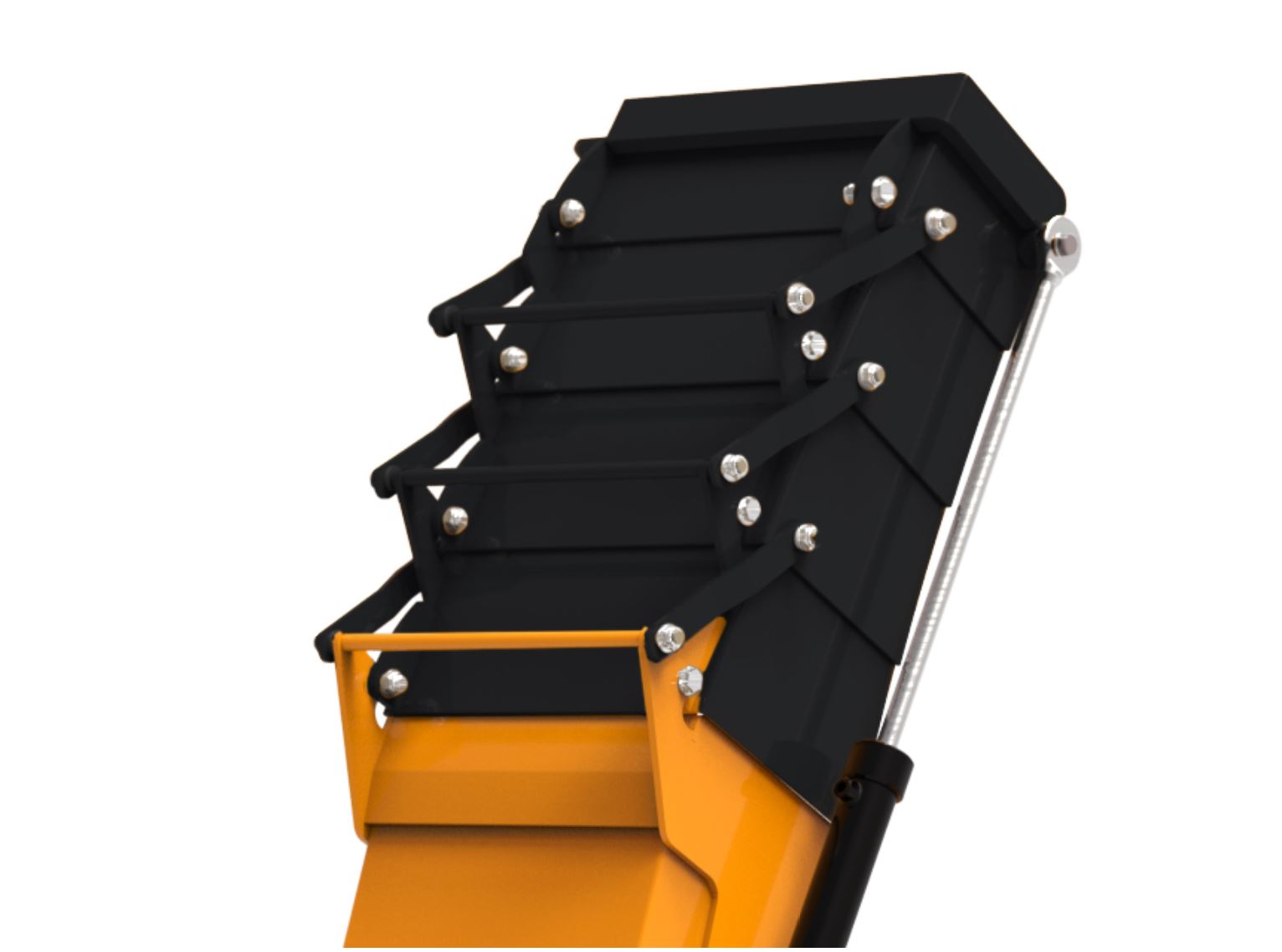
3D modulation gives the constructors photorealistic images of the products.

Design is an important concern for new products to be developed.
By being able to work with the entire product on the screen in 3-D, it gives a good idea of what the finished product will work and look like.
Construction
construction; development and production of all tools takes place in Norheimsund, Hardanger
After the initial phases, the constructor can sit down at the drawing board and unleash creativity. The construction department is equipped with modern 3D modeling tools that provide great flexibility in the design of the products. The models' moving parts can be simulated on the screen, among other things, giving engineers better conditions for constructing functional tools with good design. In addition to drawing the product itself, the constructors are responsible for preparing instructions for use, production and jigg drawings.
When the tool is fully constructed, one or more prototypes are produced for thorough testing. Desired changes are made before the final drawings are digitally transferred from the construction department to the production and can be collected on machining works and burning and welding robots.
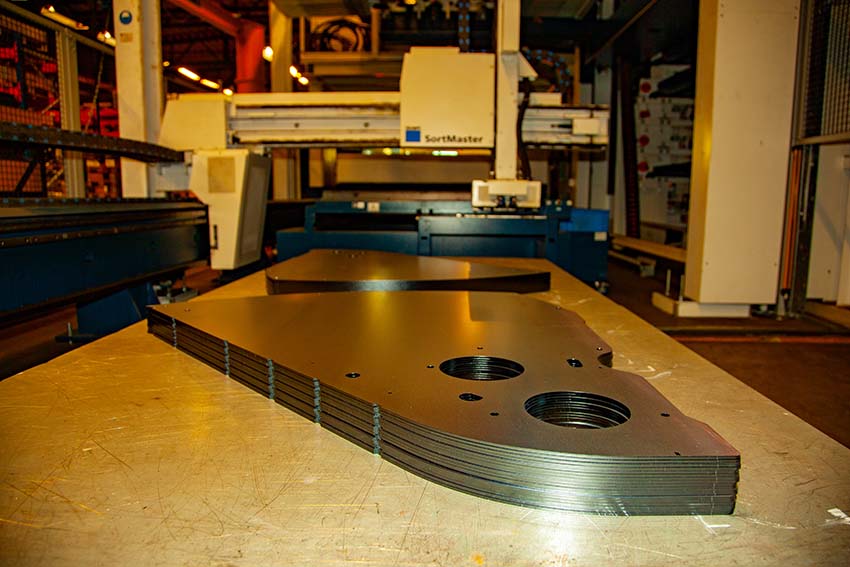
Fully burnt-out parts from the laser are ready for further processing.
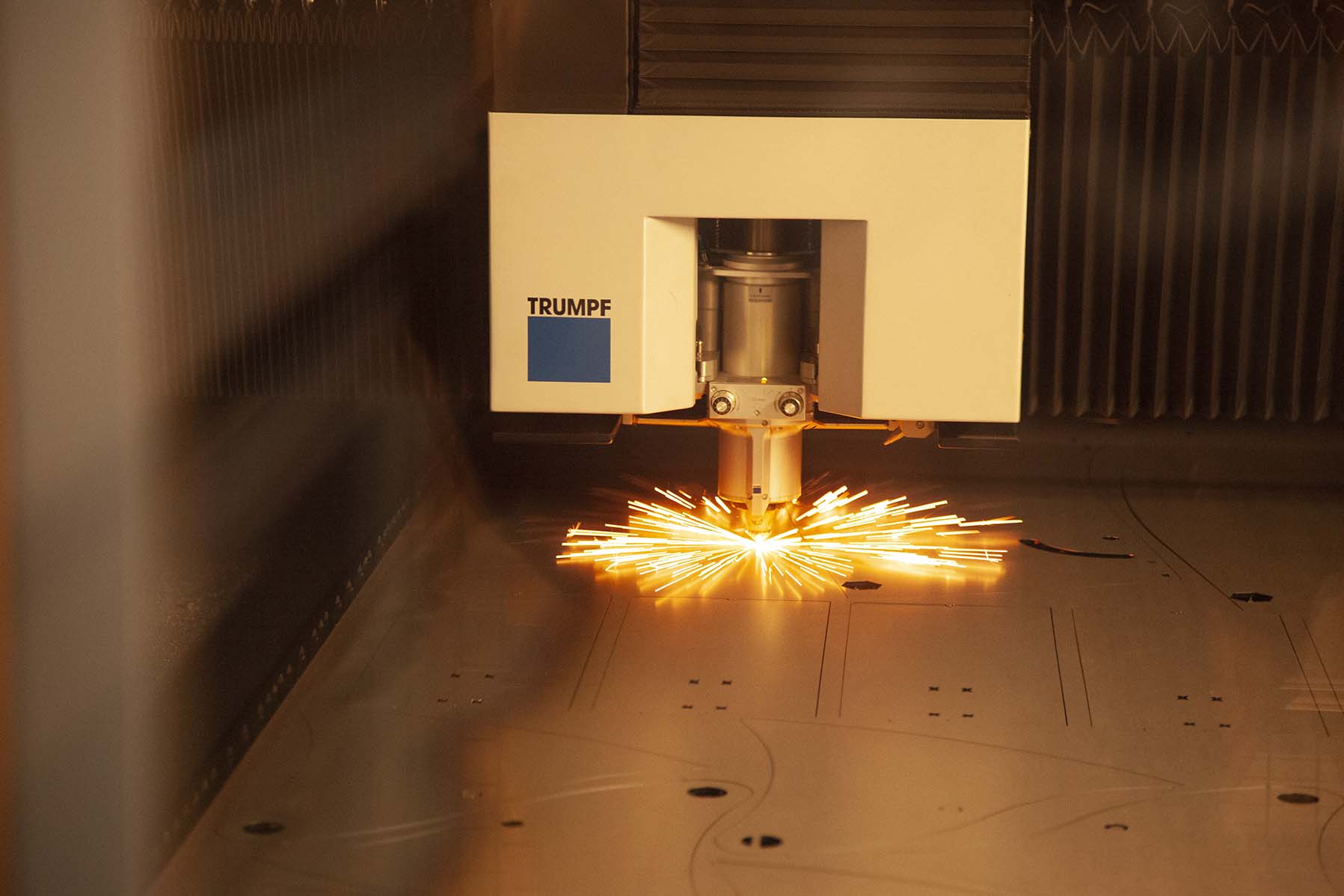
The light beam only needs 0.22 seconds to break through a disc of 10-15 mm. The diameter of the light beam is only 0.4 mm, and it can burn with an accuracy of a few thousandths of a millimeter on thin plates.

Suction cups, automatically controlled by the CNC system, are used to extract the finished parts from the laser and stack them on pallets.

Operators have full control over the laser burners with their bearings by following the PC screen.
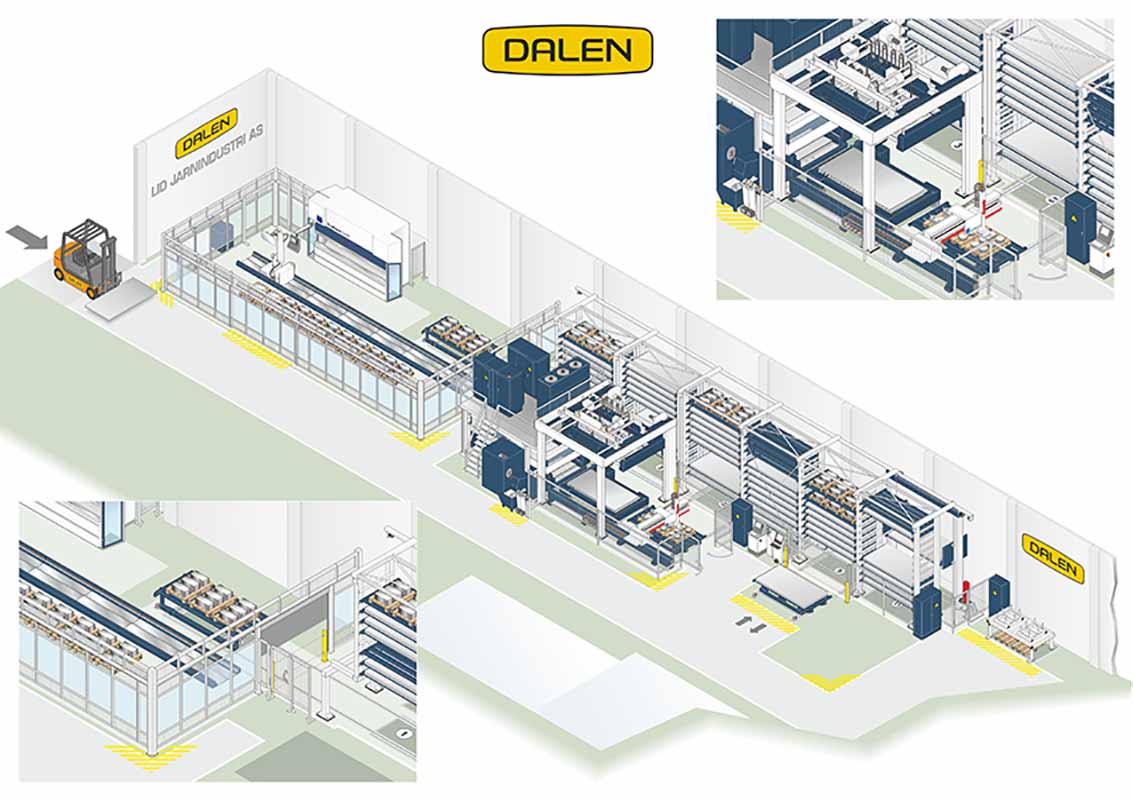
The sketch above shows a CNC-controlled laser and cracking press in the machine department. Before cracking, a robot scans the parts, and they then get the correct angles in the cracking press. Many of the CNC-controlled machines can also be run unmanned in the evening and night.

The CNC-controlled saws can be programmed to be able to cut various pipes, shafts, beams etc. There is also the possibility of unmanned work throughout the evening and night.

The CNC-controlled machining centers can create the finest car parts with tolerances of a few thousandths of a millimeter. Accuracy is also important in terms of the quality of the parts in our production, and ultimately for the finished product.

Advanced machines and skilled operators, provide high quality of the finished parts.

This is part of the fork foot of a VALLEY Pallet fork, and it is pointed in a machining plant. There are 10-thousands of such pallet forks sold in Norway.

This machining centre has several types of clothes and can work in many different axes. Complex parts can be produced completely finished in an automatic process. The machine can also be run unmanned in the evening and night. The operator can then monitor the internet via the computer at home, what happens on the machine.
Parts production
parts production; development and production of all tools takes place in Norheimsund, Hardanger
Only when the product has been through the initial phases from product idea, development, design, prototype and testing, until the finished drawings are ready, the physical production starts. An updated machine park is important to ensure efficient production, and this can be found in the record hall and the machine hall.
The record hall holds, among other things, a modern laser burner. The machine provides great accuracy on burnt parts, resulting in ripple effects later in production. A high storage warehouse with a total of five storage shelves allows the machine to run unmanned – if necessary 24 hours a day, interrupted only by the necessary maintenance. The laser burner allows you to construct the characteristic rounded shapes that Dalen the tools.
As one of the very few Norwegian manufacturers, Lid Jarnindustri has retained the machinery department of the company. Here we find several robot-controlled machining centres for turning, drilling and milling. The machines are highly accurate and provide high quality parts, and can also be run unmanned. Our own machine department ensures full control over delivery time and quality.

Manual welding is mostly used for puncture before welding robots do the main job.

One of the seise robots at work to weld a ploughing wing.

High ceilings and spacious space are important when welding larger structures.
Finished welded parts, ready for slinging.
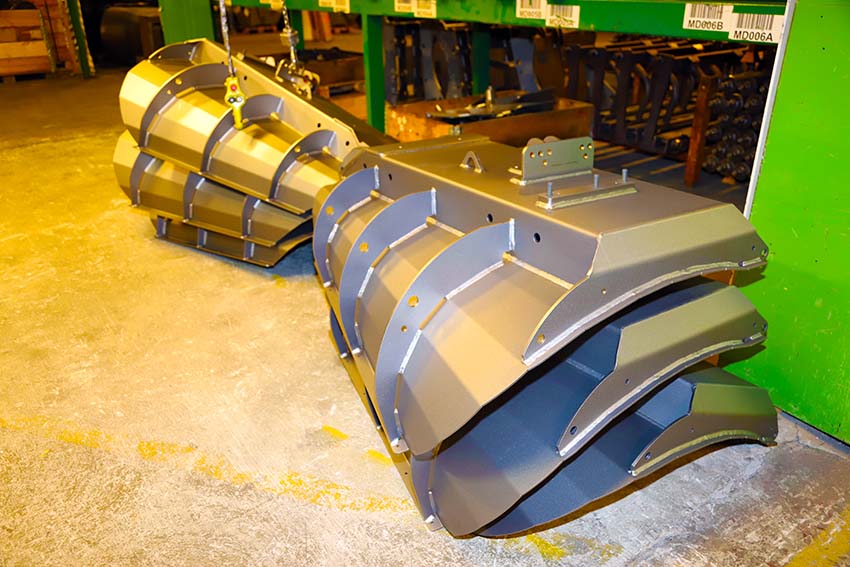
Finished welded and sling-bound plough wings, ready for varnithing.
Compositing
weld; development and production of all tools takes place in Norheimsund, Hardanger
Part of the welding work is still taking place in the "old way", but more and more robotic welding is facilitated.

The paint ring is Dalen product's last station before installation and dispatch. Here's the VALLEY Rear blade 2022 ready for varnithing.

The company uses a two-component lacquer system that provides better protection than the wet paint used earlier. The surface becomes smooth and hard.

After painting, drying on the paint band will be dryed before the parts proceed to assembly.

Here it is DALEN V-millers who have finished painting.

Painted parts ready for assembly.
Finish
surface treatment; development and production of all tools takes place in Norheimsund, Hardanger
The paint hall is Dalen product's last stop before installation and dispatch. In order to prevent the varnish from cracking in the event of punches and bends, all the tools are slinged before varniping. Sling branching is a thorough sandblasting method, in which small steel balls are thrown against the steel surface in a closed chamber. The sling branch forms a rough surface that provides extra firm attachment for the varnish.

The mounting manipulator makes the installation work easier and more efficient.

The operator can control the mounting manipulator so that it sets the product at the correct mounting height and angle, and provides the operator with relevant information at the various points of installation.

Pre-assembled boom on Rear blade .

Pallet forks pre-assembled.

Pre-assembled tanks for wood machine.

Sand sprinklers ready to ship to retailers and customers.

Here it is the type 2054 wood machines that are fully assembled and on their way to the customers.
Assembly
assembly and dispatch; development and production of all tools takes place in Norheimsund, Hardanger
It is a short distance from the paint band to the mounting booths. Here the installers are ready to screw together self-produced parts and mount hoses, motors, valves and the like. When the tools are fully assembled, they end up in our warehouse, ready for dispatch to quality-conscious users across the country.